Der DOS-PC ,ein alter 386 oder 486 oder besser, braucht nur ein Diskettenlaufwerk zu haben. Der PC startet von dieser Diskette aus. Das Betriebssystem und das Programm passen auf 1 Diskette! Das Betriebssystem, das sich auf der Festplatte befindet wird nicht beschädigt! Man kann deshalb die Diskette auch auf dem Windows-PC ausprobieren.
Vorgehen: Diese Diskette erstellt man am besten an einem Windows PC. Dazu läd man sich aus dem Internet das File 1cpc9445.dsk herunter. Ferner braucht man noch das Hilfsprogram "rawrite.exe" das es auf der gleichen Seite gibt. Man startet "rawrite" mit einem Doppelklick. Als source-File gibt man den Pfad und die Quelldatei 1cpc9445.dsk an also z.B c:\download\1cpc9445.dsk. Als Ziel gibt man das Diskettenlaufwerk an meist ist das "A". Nach Drücken der [Enter]- Taste wird das Betriebssystem incl. der Programme auf die Diskette geschrieben. Fertig!
Es müssen noch die Programme LPT_TEST.EXE und TEST.EXE auf mit dem Explorer auf die Diskette kopiert werden.
Hinweis: für Besitzer von SMC 800, SMC 1500 Karten. CPC läuft nur dann richtig, wenn zusätzlich auf der Diskette eine Datei namens "emis.txt" vorhanden ist. Der Inhalt ist belanglos. Durch das Vorhandensein erkennt CPC, daß als Bestrommungsmuster anstatt von Takt.- Richtungssignalen ausgegeben werden müssen. (Dank an Karl für diesen Hinweis!)
Wichtig: Es muß immer die passende Version des Windowsprogramm cncplayer und des DOS Programms installiert werden, sonst geht Nichts! Die Kombination Softwareversionen 0.9493 (Windows) und 0.9445(DOS) läuft -zumindest bei mir- nicht! Deshalb muß auf der DOS-Diskette das Programm cpc.exe (Version 0.9445) durch das Programm cpc9486.exe ersetzt werden (Bei höheren Versionen natürlich analog). Dazu kopiert man die Programmversion cpc9486.exe auf die Diskette. Dann löscht man cpc.exe. Anschließend benennt man cpc9486.exe in cpc.exe um. Jetzt ist die neueste Version auf der Diskette!
Als nächstes Testen wir den DOS-PC mit dem neuen Betriebssystem. Diskette rein und PC neu booten. Bootet der nicht oder ein anderes Betriebsystem von Platte, dann bitte im BIOS die Bootreihenfolge ändern. Ins BIOS gelangt man bei den meisten PC´s wenn man kurz nachdem der PC gestartet ist die "DEL" Taste drückt. Wenn´s die "DEL" Taste nicht ist, dann bitte im Handbuch des Motherboard nachsehen, wie das BIOS aufgerufen wird.. Dort findet man meist unter Boot sequence die Möglichkeit die Reihenfolge der Bootlaufwerke zu ändern. Sie sollten A,C,... einstellen. Dann muß der PC booten und das Programm cpc starten.
Hinweis: Das Programm stoppt, wenn man am DOS PC die ESC-Taste drückt. Man kann das Programm wieder starten, indem man den Namen "CPC 1 9600" eingibt und mit [ENTER] bestätigt . Die anderen Programme (LPT_test; Test) startet man auch durch die Eingabe des Namens.
...ist nicht ganz einfach und von PC zu PC unterschiedlich. Ein hat normalerweise 1 Druckeranschluß und 1-2 Serielle Anschlüsse. Leider gibt es auch PC´s die mehr haben und das macht´s für den Laien nicht einfach.
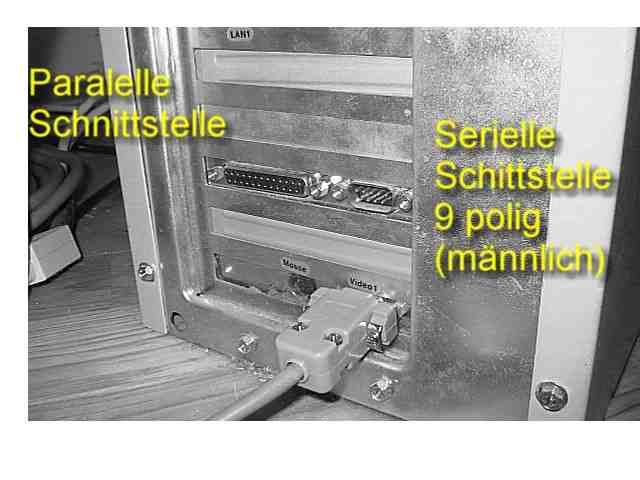
Die paralelle Schnittstelle: Verbindung zur Fräsmaschine
Die Fräsmaschine wird an den Druckeranschluß (paralellen Anschluß, Centronics Stecker, LPT) angeschlossen. Meist sind die Anschlüssen nicht bezeichnet. Bei moderneren Boards ist die 25 polige Buchse pink (Vergleichen!). Bei älteren Boards ist es nur eine 25polige Buchse am PC. Es kan an einem PC bis zu 3 solcher Buchsen geben. Eine Hilfe zum finden der richtigen Buchse stellt das Programm LPT_test.exe dar. Sie starten das Programm durch die Eingabe von LPT_TEST.EXE wenn A:> auf dem Bildschirm angezeigt wird.
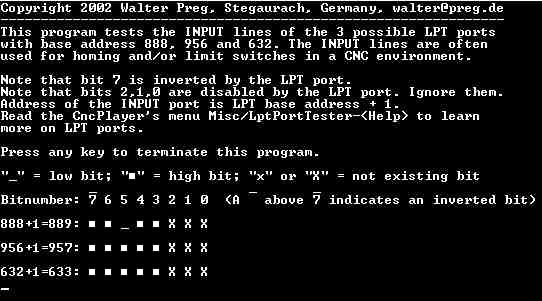
Maschine und Fräsmaschine ausschalten! Stellen Sie sicher, daß die maximale Spannung von 5V nicht überschritten wird (TTL-Signalpegel). Bei Überspannung -auch kurzzeitig- droht die Zerstörung der Schnittstelle! Hiervor kann eine optische Entkopplung schützen. (Siehe z.B. www.nc-step.de) Stecken Sie das Anschlusskabel von der Fräsmaschine in den LPT-Port. PC einschalten. Wenn Sie die Fräsmaschinensteuerung einschalten sollten sich an einem der 3 Ports die Bit´s ändern. Das funktioniert allerdings nur wenn Eingänge (z.B. Endschalter) an der Schrittmotorsteuerung vorhanden sind. Drückt man die Endschalter so sollten sich die Bit´s ändern. Klappt das? Gut jetzt wissen Sie auf welchem Port die Maschine angesteuert wird bzw. ihre Signale an den PC zurückgibt. Bitte notieren sie den Port. Diese Information brauchen wir später wieder. Klappt´s nicht dann sind womöglich keine Endschalter angeschlossen oder die Verbindung ist noch nicht hergestellt.
Wenn keine Endschalter angeschlossen sind, kann man mit dem Programm TEST.exe einzelne Schritte an die Steuerung ausgeben. Die einzelnen Motoren sollten zumindet zucken. Zucken Sie nicht,
- ist der Port falsch oder
- die Hardware(-verbindung) nicht richtig angeschlossen. (Stecker steckt fest?)
- Die Steuerung nicht eingeschaltet.
- Die Leitungen falsch angeschlossen. Man kann durch Messen prüfen, ob an der paralellen Schnittstelle Bit´s ausgegeben werden. Dazu verwendet man ein Voltmeter mit Meßspitzen. Meßbereich bis 10V Gleichstrom einstellen. Bit 2 liegt z.B. an PIN D2 gegen Masse=Gnd(Ground; PIN 18-25) an.
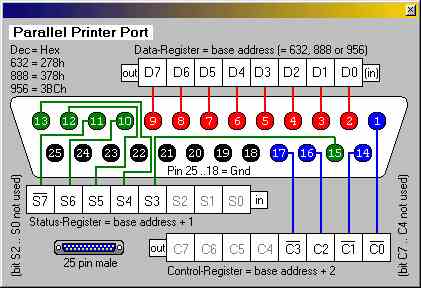
Belegung der paralellen Schnittstelle.
Achtung: Wer nicht weiß, wo PIN D2 und PIN 19 ist, der sucht sich eine Lupe und eine Taschenlampe. Die Nummern sind ganz klein auf den Schnittstellen aufgedruckt.
Walter hat die Herstellung des Verbindungskabels ausführlich erklärt ( Beschreibung). Man kann das Kabel auch fertig kaufen. Wichtig ist dabei, daß der "Hardware Handshake" durchgeschleift also verkabelt ist. (Für die Spezialisten: Nullmodem-Kabel mit Hardware Handshake) mit seiner Lötanweisung sehr gut beschrieben. Deshalb spare ich mir hier jeden weiteren Kommentar. Das fertige Kabel sollte nur bei ausgeschalteten PC´s in die serielle Schnittstelle eingesteckt werden. Dabei ist es egal, ob die Verbindung von einer 25polig auf 9polige Buchse geht.
Die serielle Schnittstelle: Serielle Schnittstellen auch RS232 oder COM 1...8 genannt können 2 Arten von sog. SUB-D Stecker haben. 9 polige (siehe oben) und 25 polige. Die Anschlüsse am Kabel(!) sind immer "Weibchen", also Buchsen! Folglich sind die Anschlüsse am PC immer "Männlich" also Stecker.

Beispiel einer 25 poligen seriellen Schnittstelle. (Die Abbildung hat nichts mit der obigen Belegung zu tun!)
Das serielle Kabel wird jeweils an der seriellen Schnittstelle der PC´s eingesteckt und verbindet beide Rechner.
Dem Rechner muß mitgeteilt werden , daß er über die serielle Verbindung den DOS-PC ansteuern soll. Dazu muß am Windows PC das IO Device gewählt werden also der Ausgang auf den geschrieben werden soll. Unter select your device habe ich SERIAL-CNCPLAYER CLIENT gewählt.
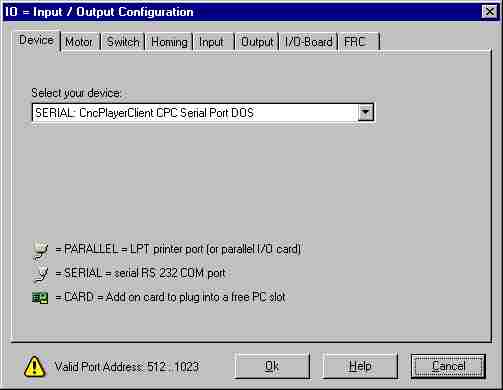
Ferner muß unter Install/COM-Port-Options/COM port settings die Ausgabeschnittstelle
festgelegt werden (z.B. COM2). Bitte in diesem Menüe nichts weiter ändern.
Dann bitte unter Install/COM-Port-Options/CNC Player Client CPC einen Hacken bei Debug setzen.
Verlassen Sie nun wieder das Windows-Programm (nicht Windows!), um die Änderungen abzuspeichern.
Schalten Sie den DOS-PC zuerst ein! Nachdem das Programm CPC hochgefahren ist meldet der DOS-PC "Waiting for connection". Starten Sie den Windows PC. Er zeigt beim Starten des Programms CP zunächst den Lizenz Bildschirm.
Nach dem akzeptieren der Bedingungen, kommt für kurze Zeit ein Scrollbalken oder eine Fehlermeldung.
Ist das soweit in Ordnung ist die Verbindung der PC schon mal hergestellt. Geht´s nicht gibt es viele Fehlerquellen. Zur Fehlersuche sollten Sie folgende Checkliste durchgehen.
- Ist es die richtige Softwareversion 0.9486 auf dem DOS PC installiert? Siehe Punkt 1.
- Ist es vielleicht das Kabel an der falschen Schnittstelle angeschlossen? Bitte beide PC´s prüfen.
- Ist das die richtige Schnittstelle beim Start des Programms auf dem DOS-PC gewählt(COM1: cpc 1 9600; COM2: cpc 2 9600)?
- Ist das Kabel richtig gelötet? Bitte jede Leitung durchmessen und auf Kurzschlüsse zu Nachbarpins prüfen.
- Ist die Schnittstelle unter Windows durch ein anderes Programm belegt? (z.B. Modemanschluß, Maus)
- Ist der Anschluß PC intern angeschlossen? 220V Netz ausstecken, PC-Abdeckung abschrauben und nachschauen!
- Funktioniert die Schnittstelle prinzipiell? Prüfen Sie unter Windows Start/Einstellungen/Systemsteuerung/System Reiter Gerätemanager/Anschlüsse durch klicken auf die Anschlüsse, ob die Anschlüsse vorhanden sind, ob sie aktiv sind.
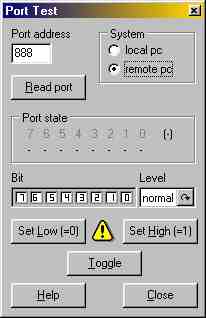
Wählen Sie unter dem Menüpunkt HELP/Expert Menue aus. Ihr Programmmenü erhält jetzt weiter Menüpunkte. Unter MISC/ General port test kann man einzelne Bit´s an die Steuerung senden bzw. die Endschalter abfragen. Dazu gibt man den Port ein, den wir oben herausgefunden haben und aufgeschrieben haben, wählt Remote PC, also den DOS PC an, und kann dann Bit´s durch klicken auf die Bits schicken. Die Motoren sollten ruckeln, wenn alles richtig ist.
Die Motoren sind bei mir laut dem "alten" CNC-Profi angeschlossen deshalb habe ich folgende Belegung.
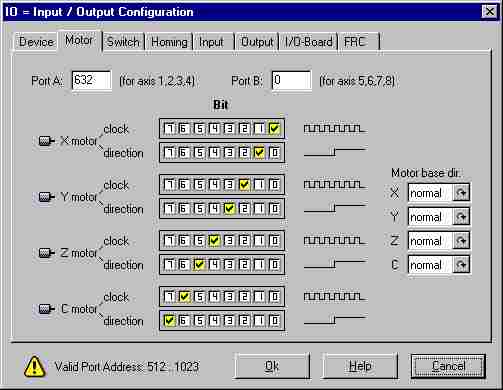
Damit sind die Motoren mit den Ausgangsleitungen verbunden.
Wichtig ist auch,daß der Ausgabe-Port der oben ermittelt wurde unter Port A eingetragen ist.
In den meisten Fällen ist das Port 888. Bei mir ist es natürlich wieder anderes.
Laufen die Motoren nur in eine Richtung? Dann vertauschen Sie mal probeweise Takt und Richtung. Bei
mir hat´s so geklappt.
Hinweis: Der Ausgabeport bezieht auf den DOS Rechner.
Die Information wird bei der Konfigruation an den DOS Rechner mit übertragen.
Die Motoren laufen immer noch nicht. Geduld!
Zunächst muß die Form des Ausgabesignals angepaßt werden und anschließend die Geschwindigkeit des Rechners darauf abgestimmt werden.
Hintergrund: Nicht jeder Rechner ist gleich schnell. Somit werden die Ansteuersignale unterschiedlich schnell ausgegeben.
Bei Schrittmotorantrieben kann das zu zu schnellem Takten führen, dem der Schrittmotor nicht mehr folgen kann.
Deshalb muß die Ausgabefrequenz der Schrittimpulse auf jedem Rechner angepasst werden.
Achtung: Beim jedem Wechsel zwischen lokalem PC und remote PC (DOS-Rechner) muß die Kalibrierung neu durchgeführt werden.
Vorgehen: Verändern sie die Werte der Signallänge im Menü CONFIG/Speed unten auf ca. 300.
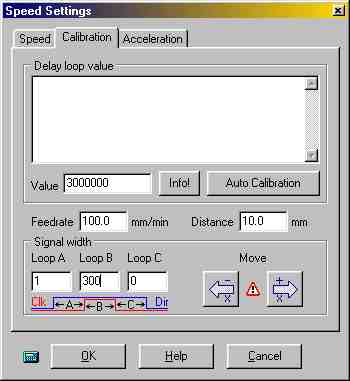
Schalten Sie die Schrittmotorsteuerung ab und starten Sie Autokalibrieren. Das Kalibrieren kann bis zu 15min dauern. Der Rechner scheint dabei wie abgestürzt zu sein. Bitte warten! und keine Maus oder Tastatubedienung ausführen. Wenn der Startwert sehr weit vom Zielwert entfernt ist kann sogar kein Ergebnis ermittelt werden. Mein DOS-Rechner hat einen Wert von ca. 230000 (486er, 33MHz), der Windows PC ca. 43974851(AMD Athlon, 1800Mhz). Wenn Sie alles richtig gemacht haben sollten Sie mit Taste [F7] das JOG-Menü bekommen und durch drücken der Tasten sollten sich die Motoren bewegen.
Die Schrittmotoren brauchen Beschleunigungs-und Bremsrampen, weil die nicht beliebig schnell auf Drehzahl kommen können.
Diese Rampen werden in einem eignen Menü eingestellt.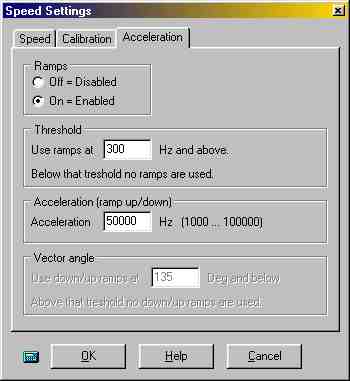
Die Bewegung ist sich noch nicht optimal. Das liegt zum einen am Programm, das an dieser Stelle noch Schwächen hat, zum anderen an den Einstellwerten. Ihr müßt mit den Werten spielen und verschiede ausprobieren.
Seit Version 0.9493 funktionieren die Endschalter, Notaus und Toolsetter. Endschalter braucht man, damit man Schäden an der Maschine durch falsche Programmierung verhindert. Ferner kann man damit auch das 0-Punkt anfahren erledigen (Homing). Die Endschalter sollte man, wenn man die Möglichkeit zur Neuverdrahtung/ Umverdrahtung hat, als ständig geschlossen (N.C. normaly closed) anbauen. Warum? Nun wenn die Stromleitung bricht, dann ist das genauso, wie wenn ein Endschalter öffnet und die Maschine bleibt stehen.
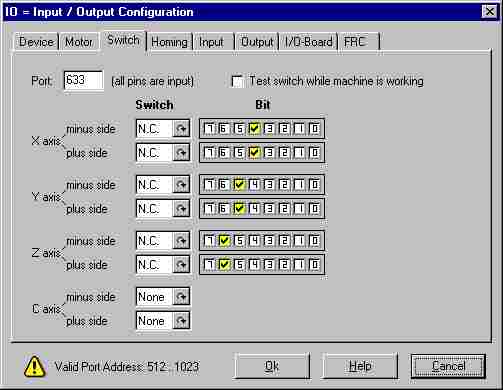
Die Schalter liegen bei meiner Steuerung auf PIN S4-S6 auf. Wichtig ist, daß der Eingabeport z.B. 632+1=633 gewählt wurde.
Die Belegung ist mit der des CNC-Profi Programms nicht identisch.
Man erkennt bei genauer Betrachtung, daß die Signalleitungen 1,11,14,16,17 andere Bedeutungen haben.
Diese können im CNCPLAYER eingestellt werden und der Lötkolben bleibt kalt!
Pin
Norm-Bezeichnung paralelle Schnittstelle
Software-Signal CNCPROFI
Software-Signal NC-Step
Adresse für NC-Step;
XXX=888 oder 632 oder 956 1
Strobe
Kühlung
Spindel
Port XXX+2; C0
2
Data Bit 0
Richtung X
Richtung X
Port XXX; D0
3
Data Bit 1
Takt X
Takt X
Port XXX; D1
4
Data Bit 2
Richtung Y
Richtung Y
Port XXX; D2
5
Data Bit 3
Takt Y
Takt Y
Port XXX; D3
6
Data Bit 4
Richtung Z
Richtung Z
Port XXX; D4
7
Data Bit 5
Takt Z
Takt Z
Port XXX; D5
8
Data Bit 6
frei (optional Richtung C)
frei (optional Richtung C)
Port XXX; D6
9
Data Bit 7
frei (optional Takt C)
frei (optional Takt C)
Port XXX; D7
10
Acknowledge
End/Referenz Z
End/Referenz Z
Port XXX+1; S6
11
Busy
NOTAUS
Enable
Port XXX+1; S7
12
Paper Out
End/Referenz Y
End/Referenz Y
Port XXX+1; S5
13
Select
End/Referenz X
End/Referenz X
Port XXX+1; S4
14
Autofeed
Reset
Kühlmittel
Port XXX+2; C1
15
Error
frei (opt. End/Referenz C)
frei (opt. End/Referenz C)
Port XXX+1; S3
16
Reset
Stromabsenkung
Boost
Port XXX+2; C2
17
Select
Spindel ein /aus
Sleep (low aktiv)
Port XXX+2; C3
18-25
GND
GND
GND
Wie kann man das überprüfen? Man öffnet wieder Menüpunkt MISC/ General port test und stellt den Port z.B. 633 ein. Dann betätigt man read Port und ein Bitmuster wird ausgegeben, nämlich genau das, das der Computer an den PIN´s D0-D7 erhält. Betätigt man nun einen Schalter, und läßt den Port erneut auslesen, dann muß sich ein Bit ändern. Somit hat man das Bit gefunden.